For more than 85 years, EKATO has stood for the highest level of development and manufacturing expertise in the field of agitator technology. Irrespective of size and complexity, the customer benefits and reliability of agitators is always the first priority. From the wide range of highly efficient EKATO agitators, you can always find the optimum agitation system for any mixing task: Whether it be for homogenization, suspending, dispersing, gassing, or the required heat supply and/or heat removal.
ON January 1st, 2021 NEAC Compressor Service changed to NEUMAN & ESSER South East Asia (SEA). NEA SEA has now grown into a full Sales and Application Center with over 60 employees. NEA SEA provides the full range of technical and commercial support during bidding. All project management and execution during the course of the projects is provided by a high caliber international project management team from the day of purchase until on-site commissioning. The aftermarket sales, order processing, and service teams show strength with strong local teamwork combined with decentralized employees in several countries within the sales area.
We specialist for reciprocating compressor also known as Piston Compressor can be used for all application and gases. independent of gas composition, temperature, and Molar Weight. Type of NEA reciprocating compressor onsite of V-type, Horizontal type, and Vertical type.
Dependent on the requirements, the NEA SEA service technicians repair or exchange components or provide spare parts. With this, NEA SEA also has access to numerous licenses for former reciprocating compressor product lines. NEA SEA Compressor Service is officially the only provider and original spare parts supplier for the brands
NEUMAN & ESSER
HOFER
NORWALK
Linde
Esslinger/ GHH
Demag
MaFa Wurzen
Chicago Pneumatic (CP)
Halberg
KSB (Erhardt & Sehmer)
Peter Brotherhood
PPC (PENN Process Compressors)
Borsig-Berlin reciprocating compressors which were built until the end of 1995
WIDE RANGE OF SEAL TECHNOLOGY FOR VARIOUS APPLICATIONS
In mixing technology, the sealing of a rotating agitator shaft in the passage through a vessel wall represents the principal sealing task. Different sealing principles are used depending on operating conditions such as pressure, temperature, and speed. Since 1950, mechanical seals have been used in agitator technology. EKATO is one of the pioneers in the use of mechanical seals in agitators and continue to produce them today.
MECHANICAL SEALS
In the sealing technology of EKATO, single-acting, double-acting, and triple-acting mechanical seals are used. A further distinctive feature is the type of seal lubricant. A distinction is made between dry running and gas- and liquid-lubricated mechanical seals. Most mechanical seals of agitators consist of two rotating and two stationary slip rings (i.e., two pairs of slip rings). These pairs of sliding rings form a closed space, the seal chamber, which can be filled with a liquid, the seal liquid. By pressurizing the seal liquid, it is possible to ensure that the vessel contents are safely separated from the surroundings. When the seal chamber pressure is controlled to be always higher than the vessel pressure, the inevitable leakage of the seal liquid through the sliding surfaces can only enter the vessel or the surroundings via the sliding ring pair on the atmospheric-side. Conversely, the mixing product might not be suitable for the mechanical seal.
https://www.youtube.com/watch?v=vnWLu9W2FFY
EKATO has a wide range of robust seals and reliable accessories for cooling and supplying the seal with seal medium. This makes it possible to flexibly perform sealing tasks and find the best solution for all sealing challenges. EKATO seals and their supply are thus always adapted to the specific application as well as the requirements of the customer. Mechanical seals also have safety functions. EKATO therefore always tests the function of a sealing system before delivery. All important operating data (e.g., speeds, temperatures, pressures, flow rates, filling levels, and leakage quantities of seal liquid and cooling water) can be continuously recorded electronically and submitted to the customer in the form of an inspection report. Read More …
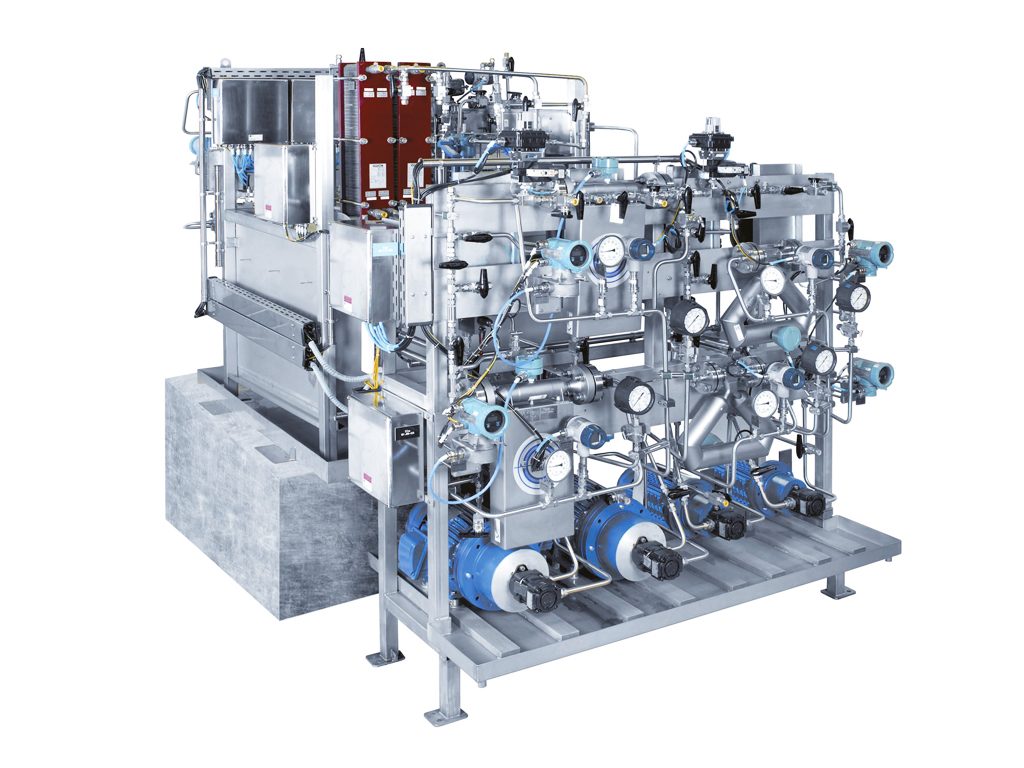
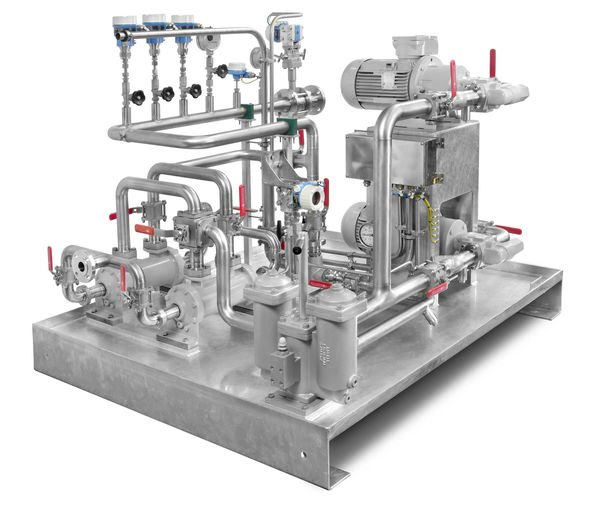
The safe operation of the mechanical seal depends on the monitoring and control of the seal pressure system. Automatic supply systems thus guarantee the safe and reliable operation of the seal. A seal is considered technically tight when the pressure in the seal chamber is always higher than the vessel pressure. Therefore, the supply of seal liquid is of primary importance when it comes to safety. The sealant supply system thus has the following tasks:
AUTOMATIC SEAL SUPPLY SYSTEMS
Pressure maintenance: this can be realized with pressure compensators or flow systems.
Emergency supply: here an increased leakage at a mechanical seal is compensated for by a compulsory liquid flow so that the agitator can still be operated for a certain time.
Cooling: the heat entering from the vessel into the seal and the heat generated by the friction in the seal gap must be continuously dissipated.
Flushing: in order to protect the seal rings from corrosive or erosive substances, they are flushed with a liquid that is compatible with the process in the tank and the seal rings themselves.
To meet the different requirements, the individual components and the necessary instrumentation are determined according to the present conditions. Supply systems for several agitators for the permanent monitoring of all relevant plant parameters also help to reduce costs. These supply systems are adapted to the local conditions and customer-specific requirements. Read More…..
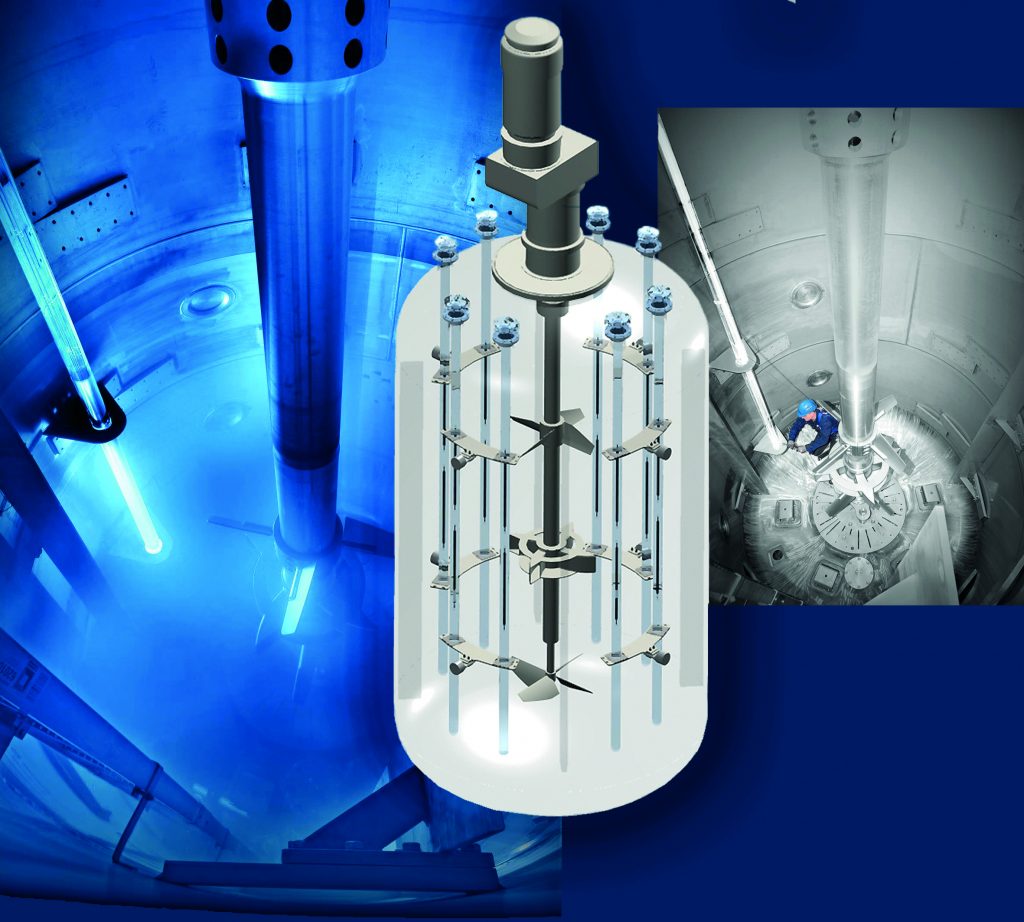
HIGHLY EFFICIENT IMPELLER SYSTEMS DEVELOPED FOR INDIVIDUAL REQUIREMENTS IN MIXING TECHNOLOGY
In recent years, the requirements for mixing systems in industrial applications have increased steadily. The design of the impellers, the selection of a suitable mixing system, as well as the arrangement of the individual components on the agitator have a decisive influence on the process engineering and mechanical properties. This not only applies to the agitators but also the reactors and their components. The comprehensive optimization of conventional impellers with industry-specific aspects was the basis for the development of the EKATO impeller family which is continually setting new standards in the field of mixing technology.
Impellers
In mixing technology, a large variety of impellers is used for a wide range of applications. The various designs can be traced back to a few basic types. The dimensions and designations of these are standardized in DIN 28131. Viscosity range or flow regime: laminar, turbulent or transitional.
In practice, impellers are usually classified according to the primary flow direction.
In addition to the desired axial or radial flow, each agitator also generates a tangential flow through the transmission of the rotary movement to the liquid. A three-dimensional flow thus prevails in a mixing vessel. This flow field is strongly influenced by components in the container. Undesired tangential flow in the stirring system can often be reduced by the installation of baffles on the vessel wall. Read More …
A large number of chemical reactions are carried out at temperatures between 100 and 250 °C in order to achieve a fast reaction and thus high productivity. At these temperatures, however, decomposition processes already start with corresponding losses in yield and undesired by-products. With the help of catalysts, reactions can be activated even at lower temperatures, but are expensive to procure and to handle.
Photochemistry offers an elegant alternative and allows new syntheses. Not heat or catalysts, but the energy of light activates the reaction, which can then take place at temperatures well below 100 °C and often even at room temperature. By this process, decomposition or by-products are reduced to a minimum or do not arise at all. Light instead of heat, this principle can be applied to a variety of syntheses such as chlorinations, sulfonations, sulfoxidations or nitrosylations. Read More ….
TAILOR-MADE SOLUTIONS FOR ALL PROCESSES
Agitators
For more than 80 years, EKATO has stood for the highest level of development and manufacturing expertise in the field of agitator technology. Irrespective of size and complexity, the customer benefits and reliability of agitators is always the first priority. From the wide range of highly efficient EKATO agitators, you can always find the optimum agitation system for any mixing task: Whether it be for homogenization, suspending, dispersing, gassing, or the required heat supply and/or heat removal. Mechanical seals and sealing systems specially developed for agitators ensure maximum operational reliability. The agitators are typically manufactured according to DIN ISO 9001 but can be designed according to all international codes and standards. EKATO’s product range consists of small, efficient and standardized industrial agitators, entire agitator systems also with reactor vessels, which are individually developed for specific mixing requirements, as well as complete process plants. EKATO therefore offers the right agitator system for every challenge. Read More….
EKATO specializes in the design and engineering of hydrogenation plant technology, reliable development of a production process, and the mechanical design of hydrogenation plant equipment.
EKATO operates an Hydrogenation Test Center which has been designed to bridge the gap between bench-scale chemistry and commercial manufacturing. The flexible plant concept allows examining and optimizing your hydrogenation process with original raw materials under real operating conditions in pilot scale. The aim is to produce reliable test results for scale-up and development of a production process in an economical and timely fashion. Our engineering teams will apply the obtained knowledge for design of a full-scale hydrogenation plant which is tailored to your specific process requirements. Thus we pave the way for an efficient and risk mitigated investment in the new construction or the rebuilt of a hydrogenation plant.
EKATO operates an Hydrogenation Test Center which has been designed to bridge the gap between bench-scale chemistry and commercial manufacturing. The flexible plant concept allows examining and optimizing your hydrogenation process with original raw materials under real operating conditions in pilot scale. The aim is to produce reliable test results for scale-up and development of a production process in an economical and timely fashion. Our engineering teams will apply the obtained knowledge for design of a full-scale hydrogenation plant which is tailored to your specific process requirements. Thus we pave the way for an efficient and risk mitigated investment in the new construction or the rebuilt of a hydrogenation plant. Read More ….
TESTING FACILITIES AND PILOT PLANTS FOR RELIABLE SCALE-UP
When developing new processes, the chemical engineer determines the basic conditions and recipes for the process. This laboratory data is generally not sufficient enough to design the production plant. The interaction of chemistry, physical parameters and instrumental boundary conditions in complex processes is usually determined in pilot plants. Chemical and bioreactions, crystallizations or mixing rheologically demanding media are investigated in these experimental plants. The concept of the future production plant must be considered while planning the pilot plant so that the geometrical circumstances, the residence time behavior as well as other parameters can later be extrapolated to the scale of the production plant.
In EKATO’s laboratories, a number of lab and pilot plants are available for carrying out such investigations. Typical batch processes can be run under normal industrial operating conditions and the range of available tank sizes starts from 5 up to 100 l. These can be for example hydrogenation reactions which are carried out at operating pressures of up to 100 bar. Therefore the mixing technology is designed in such a way that it can easily be extrapolated to production scale with regard to the design-relevant parameters such as mass and heat transfer, blend time and suspension of catalysts. Pilot plants are also available for the production of formulated products such as cosmetics, pharmaceutical products, paints and lacquers, adhesives, insulation materials and lubricants. Read more ….
Hofer diaphragm compressors provide a lubricant and abrasion-free compression of gases and gas mixtures.
Since they operate without leakage, they are particularly suitable for gases of highest purity as well as explosive, toxic and expensive gases. Hofer diaphragm compressors ensure a reliable compression of various gases such as hydrogen, helium, argon, ethylene, fluorine, hydrogen sulphide, chlorine, monosilane or nitrogen trifluoride.
Hofer diaphragm compressors are usually used for filling of storage vessels, for feeding into continuous processes or as gas circulating compressors.
Hofer diaphragm compressors are characterized by their design that makes the machines exceptionally safe, reliable and easy to maintain.
As a rule, we deliver our diaphragm compressors as complete units, including a base frame, a power unit, pulsation dampers, coolers, automatically- or manually-operated valves, instruments and, if requested, a control unit. Optionally, we also supply diaphragm compressors without peripheral equipment ready to be installed in your system.
All Hofer diaphragm compressors are subjected to a test run under load at our factory, during which the operating data are recorded and documented.
We are a Providing Solid Liquid filtration
(Specializing in Thin-Cake Filtration, Cake Washing, and Drying Technology)
We have been specializing in cake filtration for over 60 years: The first rotary pressure filter has been developed as early as 1953. We manufacture filter and filtration systems for mechanical solid-liquid separation using pressure or vacuum filtration. All BHS filters are characterized by the fact that they work with a comparatively thin cake. Our filtration solutions naturally meet specific regulatory and validation requirements such as GMP, CIP, ATEX etc.
We have accumulated a great wealth of expertise. The number of applications that have been implemented is in four figures. The focus is on processes in the chemical, pharmaceutical, food and plastics industries, oil and gas as well as energy and resource extraction.
To separate the solid particles, filter media made of textile or metallic materials and of composite materials are used as the basis for the filter cake. Often there will also be a washing process to improve the purity of the filter cake or to increase the yield of the liquid phase. Solid-liquid separation can be carried out in continuous or batch operation.
Edwards is a leading developer and manufacturer of sophisticated vacuum products, abatement solutions and related value-added services. Our products are integral to manufacturing processes for semiconductors, flat panel displays, LEDs and solar cells; are used within an increasingly diverse range of industrial processes including power, glass and other coating applications, steel and other metallurgy, pharmaceutical and chemical; and for both scientific instruments and a wide range of R&D applications.

 For more than 85 years, EKATO has stood for the highest level of development and manufacturing expertise in the field of agitator technology. Irrespective of size and complexity, the customer benefits and reliability of agitators is always the first priority. From the wide range of highly efficient EKATO agitators, you can always find the optimum agitation system for any mixing task: Whether it be for homogenization, suspending, dispersing, gassing, or the required heat supply and/or heat removal.
For more than 85 years, EKATO has stood for the highest level of development and manufacturing expertise in the field of agitator technology. Irrespective of size and complexity, the customer benefits and reliability of agitators is always the first priority. From the wide range of highly efficient EKATO agitators, you can always find the optimum agitation system for any mixing task: Whether it be for homogenization, suspending, dispersing, gassing, or the required heat supply and/or heat removal.